Taigi, kaip išvengti gesinimo streso gamybos metu
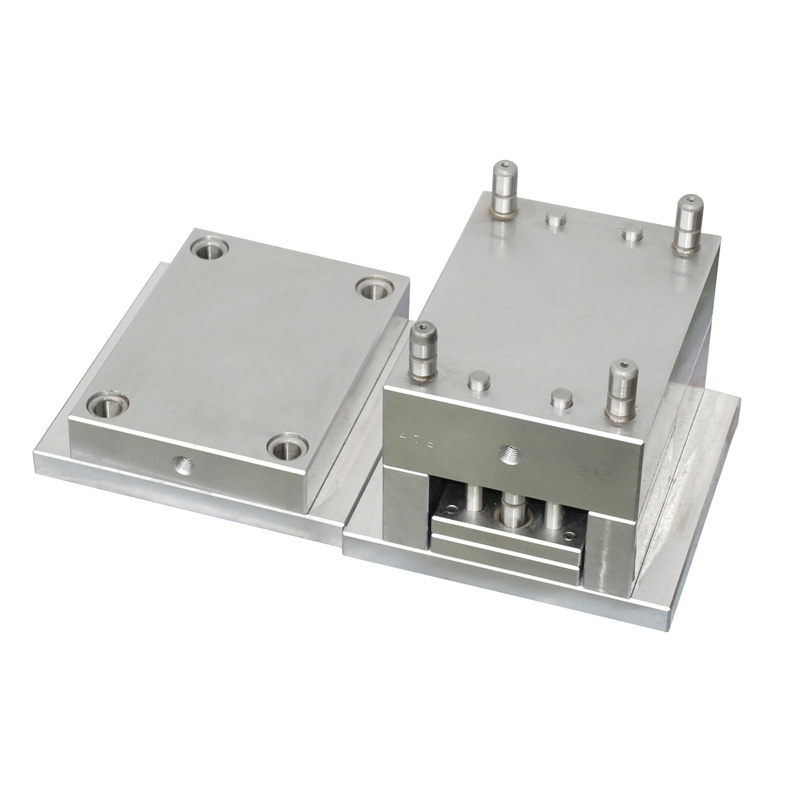
standartinis tikslios formos pagrindasaušinimas?
Norint pašalinti įtampą, reikia naudoti grūdinimą, o po standartinių modelių atvėsinimo pavirkite 30–60 minučių prieš aušinimą, pašalindami 15–25% gesinimo įtampą, stabilizuodami likutinį ausį, tada atlikite - 60 ° C įprastą aušinimą arba gilų šaltį. apdorojimas -120 ° C temperatūroje.
Kuo žemesnė temperatūra, tuo didesnis liekamasis austenito perėjimas yra martensito skaičius, tačiau jo neįmanoma transformuoti. Eksperimentiniai rezultatai rodo, kad likutinis austenitas sudaro maždaug 2–5%, o nedidelis likusio austenito kiekis gali sudaryti lėtą įtempį ir buferį. Kadangi likęs austenitas yra minkštas ir kietas, jis gali iš dalies sugerti spartaus galios plėtimosi energiją ir pašalinti fazių kaitos įtampą. Po šalto apdorojimo standartinis modelis išimamas į karštą vandenį, kad pašildytų temperatūrą, ir gali būti pašalintas 40–60% šalto apdorojimo įtempis. Kai temperatūra pakyla iki kambario temperatūros, ją reikia laiku grūdinti, kad būtų pašalintas šalto apdorojimo įtempis, nesusidarytų šalto apdorojimo įtrūkimų, kad audinys ir veikimas būtų stabilūs, užtikrinant, kad
standartinis tikslios formos pagrindas laikant ir naudojant nedeformuojasi.